











Qué es el PETG Mate y cuándo elegirlo
El filamento PETG mate de 3DFils está pensado para quienes necesitan piezas resistentes, estables y con un aspecto más profesional que el PETG convencional. Mantiene las ventajas principales del PETG —buena resistencia mecánica, facilidad de impresión, baja contracción y buen comportamiento en piezas funcionales— pero reduce el brillo superficial para conseguir un acabado más discreto.
El PETG estándar suele dejar piezas con bastante reflejo. En muchos casos ese brillo no es un problema, pero en carcasas, prototipos finales, soportes visibles o piezas de producto puede dar una sensación demasiado plástica. El acabado mate ayuda a suavizar la superficie, disimular mejor las líneas de capa y conseguir una pieza más elegante sin tener que lijar o pintar después.
Es una buena elección cuando necesitas algo más resistente que PLA, pero no quieres renunciar a una estética cuidada. No es un material para esconder en el interior de una máquina: es un PETG pensado también para verse.
Para qué se usa: aplicaciones reales
En soporte técnico vemos que este material encaja especialmente bien en piezas donde función y apariencia tienen el mismo peso. No se elige solo por color; se elige porque la pieza final tiene que trabajar bien y además quedar limpia visualmente.
- Carcasas y envolventes. El acabado mate reduce reflejos y da un aspecto más profesional a cajas electrónicas, tapas, cubiertas y piezas visibles.
- Soportes y componentes funcionales. Para piezas de uso diario, fijaciones, útiles, guías ligeras, organizadores y elementos que necesitan más resistencia que PLA.
- Prototipos finales. Muy útil cuando el prototipo se va a enseñar a un cliente, presentar en una reunión o usar como muestra previa a fabricación.
- Piezas para taller o maquinaria ligera. El PETG ofrece buena estabilidad dimensional y mejor resistencia térmica y química que PLA en muchas aplicaciones.
- Decoración técnica y diseño de producto. Para piezas donde se busca una estética sobria, sin brillo excesivo y con una superficie más uniforme.
- Accesorios impresos en 3D. Organizadores, soportes de escritorio, piezas para cámaras, soportes de herramientas, elementos de montaje o accesorios de uso frecuente.
No lo elegiríamos para piezas flexibles —para eso es mejor TPU— ni para exterior permanente con alta exposición solar, donde ASA puede ser una opción más adecuada. Pero para piezas interiores funcionales con buena estética, es uno de los materiales más equilibrados.
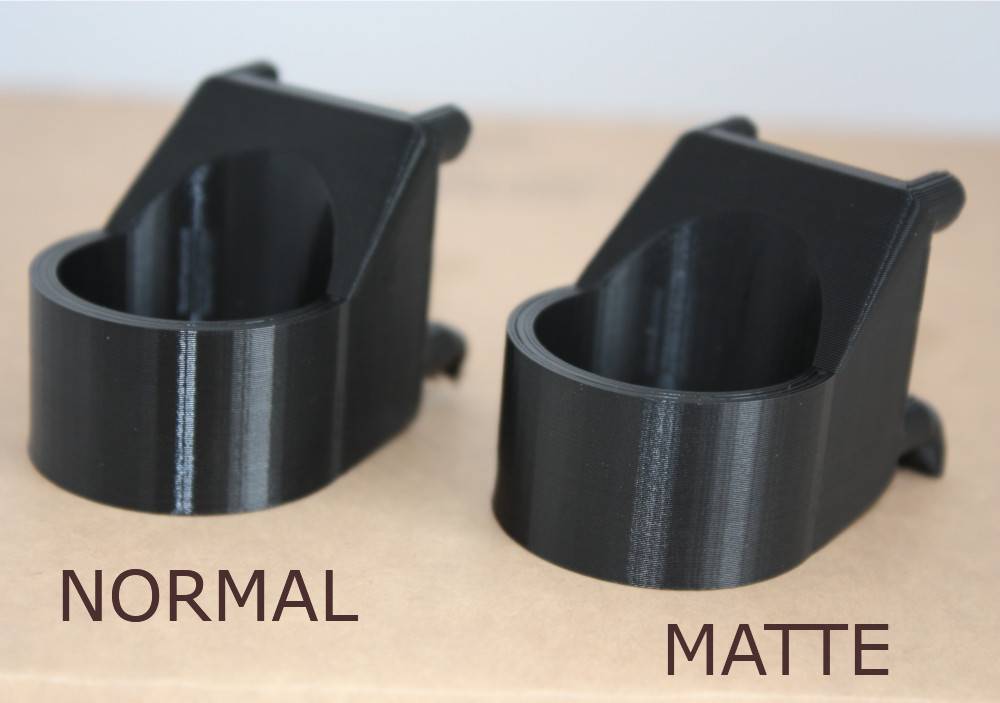
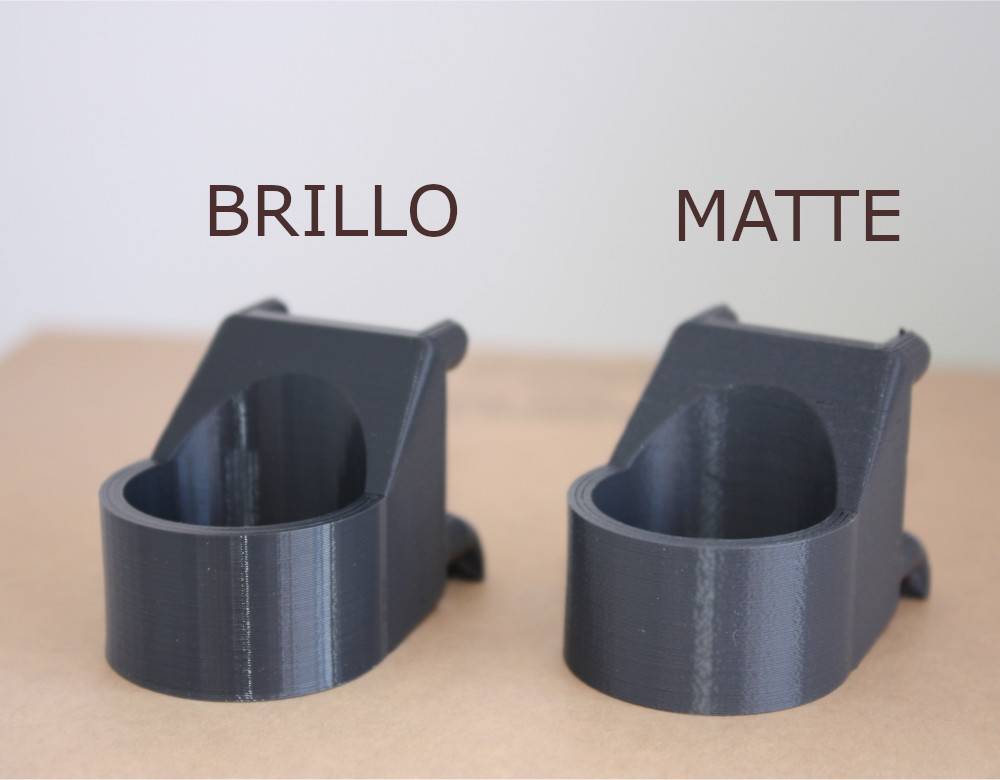
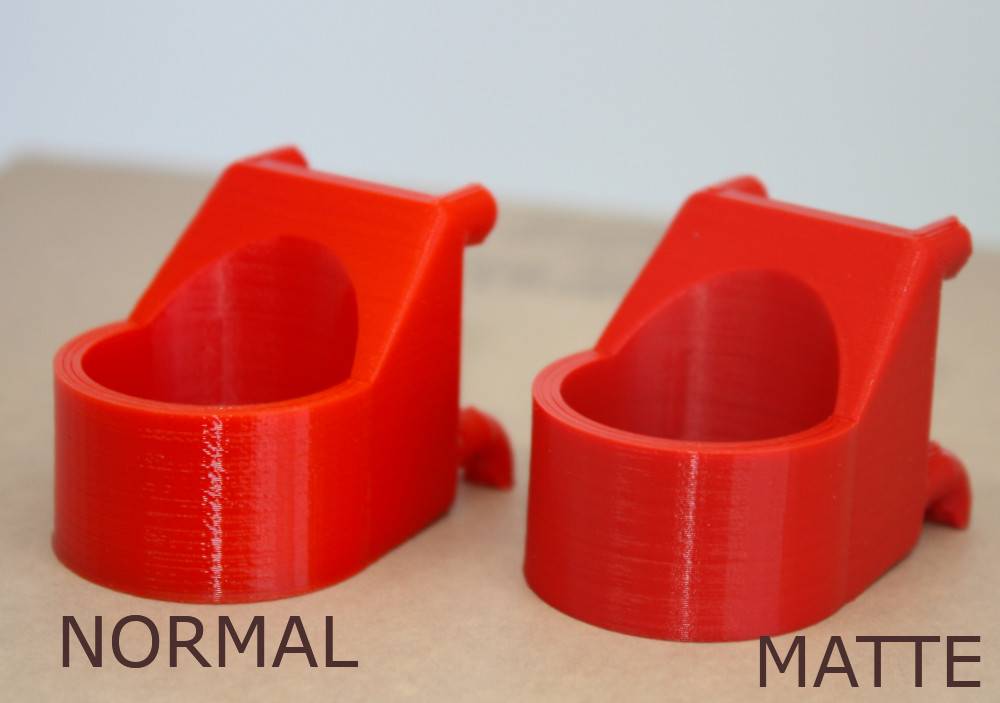
Acabado mate frente a PETG convencional
La principal diferencia está en la superficie. El PETG tradicional tiende a ser brillante por naturaleza. Ese brillo puede ser interesante en piezas translúcidas o decorativas, pero no siempre encaja en piezas técnicas o de producto. El acabado mate ofrece un aspecto más neutro y profesional.
También ayuda a que las líneas de capa se perciban menos. No las elimina, porque siguen siendo piezas de impresión 3D, pero sí reduce los reflejos que suelen hacerlas más visibles. Por eso este material funciona muy bien en colores oscuros, grises, grafito, blanco mate y tonos técnicos.
Otra ventaja es la consistencia. Se puede intentar conseguir un acabado más mate con PETG normal bajando temperatura, aumentando velocidad o modificando ventilación, pero no siempre es estable. Con un material formulado específicamente para este efecto, el resultado es más repetible.
Comparativa frente a otros materiales
Si dudas entre varias familias, esta referencia puede ayudarte:
- PETG Mate. Acabado sin brillo, buena resistencia y estética profesional. Para carcasas, soportes, prototipos finales y piezas funcionales visibles.
- PETG estándar. Más brillante, muy versátil y resistente. Buena opción para piezas funcionales donde la estética no es tan importante.
- PLA. Más fácil de imprimir y con mejor definición visual, pero menos resistente a temperatura y uso continuo que PETG.
- ASA. Mejor para exterior, radiación UV y temperatura, pero requiere más control de impresión.
- TPU. Flexible y elástico. No compite con PETG; resuelve otro tipo de piezas.
La elección es sencilla: si la pieza va a estar visible y necesita más resistencia que PLA, este material tiene mucho sentido. Si solo buscas facilidad máxima y la pieza no va a trabajar, PLA puede ser suficiente. Si va a exterior, ASA puede ser mejor.
Cómo imprimir este material
Este PETG se imprime de forma estable, pero conviene ajustar algunos parámetros. Al llevar aditivo mateante, recomendamos una temperatura algo superior a la que usarías en un PETG estándar. Esto mejora la adhesión entre capas y ayuda a que la pieza mantenga buenas propiedades mecánicas.
Parámetros recomendados:
- Temperatura de impresión: 255 °C recomendados, con rango de 250-260 °C.
- Temperatura de cama: 75 °C recomendados, con rango de 70-80 °C.
- Velocidad de impresión: 60 mm/s recomendados para máximo control visual. Puede aumentarse en impresoras rápidas bien calibradas.
- Ventilador de capa: máximo 50%. Demasiada ventilación puede afectar a la adhesión entre capas.
- Retracción: ajustar según impresora para reducir stringing.
- Boquilla: latón estándar de 0,4 mm.
- No requiere cámara cerrada.
Es compatible con impresoras 3D FDM de 1,75 mm como Bambu Lab X1, P1 y A1, Creality K1, Ender, Prusa MK4, Anycubic Kobra, Ultimaker y otros equipos abiertos. En equipos de alta velocidad, recomendamos empezar con un perfil conservador y subir velocidad solo después de validar adhesión entre capas, acabado superficial y stringing.
Consejos para conseguir mejor acabado
Para piezas visibles, lo más importante no siempre es imprimir rápido. Una pared exterior más lenta mejora mucho el resultado. También ayuda usar una altura de capa moderada, entre 0,16 y 0,24 mm, y evitar ventilación excesiva.
- Usa filamento seco. El PETG húmedo puede generar hilos, burbujas o superficie irregular.
- Reduce la velocidad de pared exterior si buscas un acabado más limpio.
- No abuses del ventilador: en PETG, más ventilación no siempre significa mejor pieza.
- Revisa la retracción si aparecen hilos entre zonas separadas.
- Utiliza una superficie de impresión adecuada para evitar adhesión excesiva a la cama.
Una vez ajustado, este material permite fabricar piezas con muy buena presencia directamente desde la impresora, sin necesidad de lijado ni pintura.
Nuestro compromiso técnico
En 3DFils fabricamos este filamento en España y controlamos el proceso para que cada bobina tenga un comportamiento estable. En materiales mate, la regularidad es especialmente importante: pequeñas variaciones de formulación, humedad o pigmentación pueden afectar al acabado final.
- Diámetro 1,75 mm con tolerancia inferior a ±0,03 mm.
- Formulación PETG con acabado mate profesional.
- Materia prima europea seleccionada para impresión 3D FDM.
- Control de pigmentación y acabado lote a lote.
- Bobinado limpio para reducir enredos y paradas de impresión.
- Fabricado en España con stock real y envío rápido.
Si tienes dudas sobre parámetros, compatibilidad con tu impresora o elección entre PETG estándar y mate, escríbenos. Te respondemos personas, no chatbots.