











What is Matte PETG and when to choose it
3DFils' matte PETG filament is designed for those who need strong, stable parts with a more professional appearance than conventional PETG. It retains the main advantages of PETG—good mechanical strength, ease of printing, low shrinkage, and good performance in functional parts—but reduces surface gloss to achieve a more discreet finish.
Standard PETG typically leaves parts with significant reflectivity. In many cases, this shine is not a problem, but for enclosures, final prototypes, visible supports, or product parts, it can give a too-plastic feel. The matte finish helps to soften the surface, better conceal layer lines, and achieve a more elegant part without the need for sanding or painting afterwards.
It's a good choice when you need something stronger than PLA, but don't want to sacrifice a refined aesthetic. It's not a material to hide inside a machine: it's a PETG also designed to be seen.
What it's used for: real applications
In technical support, we see that this material fits especially well in parts where function and appearance have equal weight. It's not chosen just for color; it's chosen because the final part has to perform well and also look visually clean.
- Enclosures and housings. The matte finish reduces reflections and gives a more professional look to electronic boxes, covers, lids, and visible parts.
- Supports and functional components. For everyday parts, fixings, tools, light guides, organizers, and elements that need more strength than PLA.
- Final prototypes. Very useful when the prototype will be shown to a client, presented at a meeting, or used as a pre-manufacturing sample.
- Parts for workshops or light machinery. PETG offers good dimensional stability and better thermal and chemical resistance than PLA in many applications.
- Technical decoration and product design. For parts where a sober aesthetic is desired, without excessive shine and with a more uniform surface.
- 3D printed accessories. Organizers, desk stands, camera parts, tool holders, mounting elements, or frequently used accessories.
We wouldn't choose it for flexible parts—TPU is better for that—nor for permanent outdoor use with high sun exposure, where ASA might be a more suitable option. But for functional indoor parts with good aesthetics, it's one of the most balanced materials.
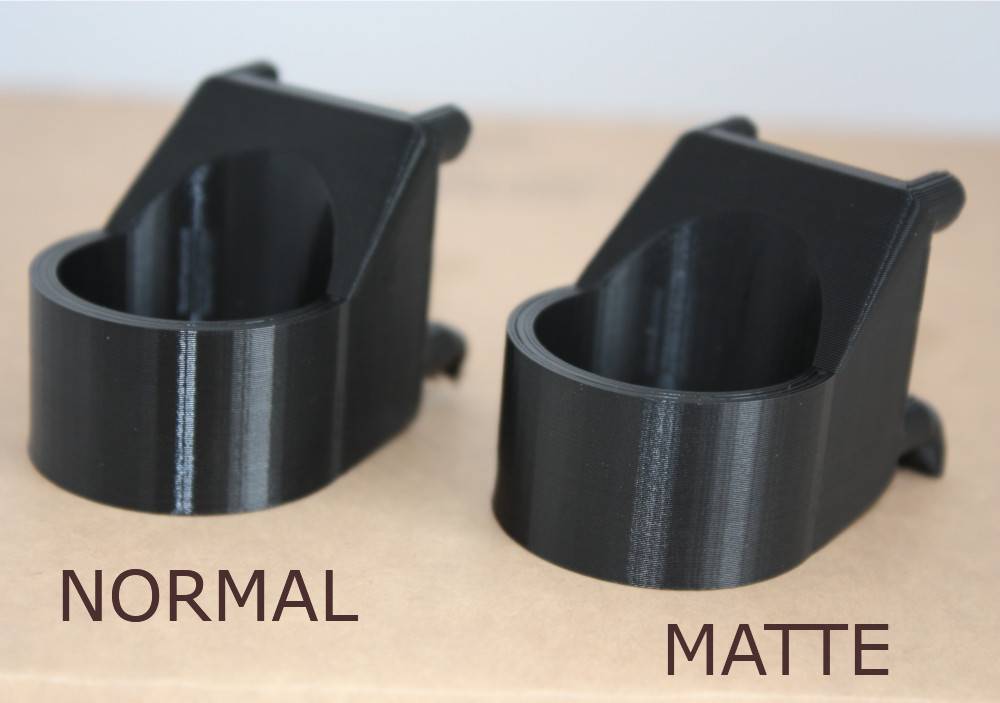
Matte finish versus conventional PETG
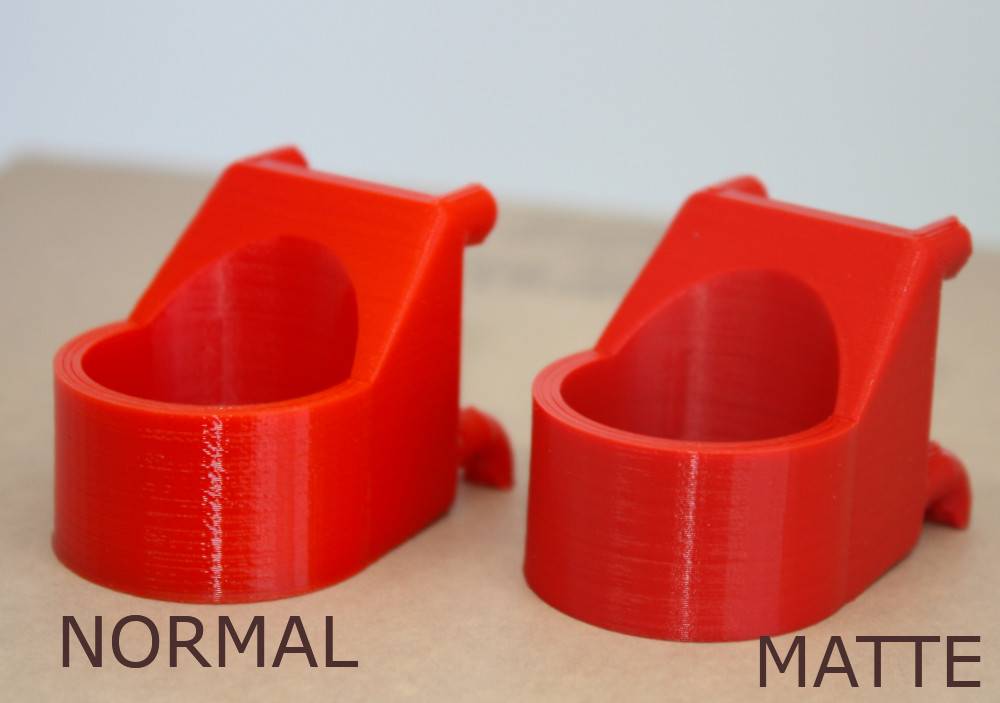
The main difference is the surface. Traditional PETG tends to be shiny by nature. That shine can be interesting for translucent or decorative parts, but it doesn't always fit with technical or product parts. The matte finish offers a more neutral and professional look.
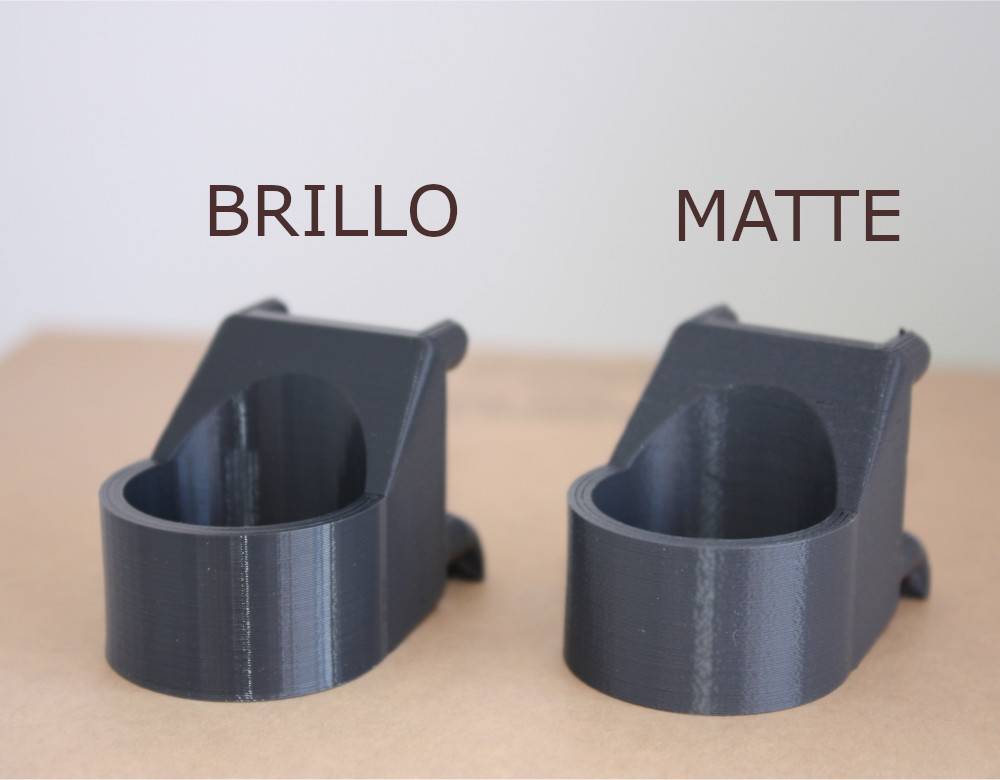
It also helps to make layer lines less noticeable. It doesn't eliminate them, because they are still 3D printed parts, but it does reduce the reflections that usually make them more visible. That's why this material works very well in dark colors, grays, graphite, matte white, and technical tones.
Another advantage is consistency. You can try to achieve a more matte finish with normal PETG by lowering the temperature, increasing speed, or modifying ventilation, but it's not always stable. With a material specifically formulated for this effect, the result is more repeatable.
Comparison with other materials
If you're hesitating between several material families, this reference can help you:
- Matte PETG. Non-glossy finish, good strength, and professional aesthetic. For enclosures, supports, final prototypes, and visible functional parts.
- Standard PETG. Shinier, very versatile, and strong. Good option for functional parts where aesthetics are not as important.
- PLA. Easier to print and with better visual definition, but less resistant to temperature and continuous use than PETG.
- ASA. Better for outdoor use, UV radiation, and temperature, but requires more print control.
- TPU. Flexible and elastic. Does not compete with PETG; solves a different type of part.
The choice is simple: if the part will be visible and needs more strength than PLA, this material makes a lot of sense. If you just want maximum ease and the part won't be under stress, PLA may be sufficient. If it's for outdoor use, ASA may be better.
How to print this material
This PETG prints stably, but some parameters should be adjusted. As it contains a matting additive, we recommend a slightly higher temperature than you would use for standard PETG. This improves layer adhesion and helps the part maintain good mechanical properties.
Recommended parameters:
- Printing temperature: 255 °C recommended, with a range of 250-260 °C.
- Bed temperature: 75 °C recommended, with a range of 70-80 °C.
- Printing speed: 60 mm/s recommended for maximum visual control. Can be increased on well-calibrated fast printers.
- Layer fan: maximum 50%. Too much ventilation can affect layer adhesion.
- Retraction: adjust according to printer to reduce stringing.
- Nozzle: standard 0.4 mm brass.
- Does not require an enclosed chamber.
It is compatible with 1.75 mm FDM 3D printers such as Bambu Lab X1, P1, and A1, Creality K1, Ender, Prusa MK4, Anycubic Kobra, Ultimaker, and other open systems. For high-speed systems, we recommend starting with a conservative profile and only increasing speed after validating layer adhesion, surface finish, and stringing.
Tips for achieving a better finish
For visible parts, printing fast is not always the most important thing. A slower outer wall greatly improves the result. Using a moderate layer height, between 0.16 and 0.24 mm, and avoiding excessive ventilation also helps.
- Use dry filament. Wet PETG can cause stringing, bubbles, or an uneven surface.
- Reduce outer wall speed if you are looking for a cleaner finish.
- Don't overdo the fan: with PETG, more ventilation doesn't always mean a better part.
- Check retraction if strings appear between separate areas.
- Use an appropriate print surface to avoid excessive bed adhesion.
Once adjusted, this material allows you to manufacture parts with a very good appearance directly from the printer, without the need for sanding or painting.
Our technical commitment
At 3DFils, we manufacture this filament in Spain and control the process so that each spool has stable performance. For matte materials, regularity is especially important: small variations in formulation, humidity, or pigmentation can affect the final finish.
- 1.75 mm diameter with a tolerance of less than ±0.03 mm.
- PETG formulation with a professional matte finish.
- European raw material selected for FDM 3D printing.
- Pigmentation and finish control batch by batch.
- Clean winding to reduce tangles and print stops.
- Manufactured in Spain with real stock and fast shipping.
If you have questions about parameters, compatibility with your printer, or choosing between standard and matte PETG, write to us. Real people, not chatbots, will respond.