
El filamento PLA es uno de los más populares en impresión 3D gracias a su facilidad de uso. Sin embargo, incluso los materiales más sencillos pueden presentar problemas si no se configuran correctamente. En este artículo, repasamos los errores más frecuentes al imprimir con PLA y cómo solucionarlos paso a paso.
1. El PLA no se adhiere a la cama
Una buena adhesión de la primera capa es esencial para el éxito de cualquier impresión 3D. Cuando el filamento PLA no se adhiere correctamente a la cama, la pieza puede despegarse durante la impresión, provocando fallos o deformaciones. Este es uno de los problemas más frustrantes, pero también uno de los más sencillos de solucionar con un poco de calibración.

Síntomas: Las primeras capas se despegan o no se fijan bien.
Causas:
- Altura del nozzle mal calibrada
- Cama sucia o sin nivelar
- Temperatura de cama insuficiente
Soluciones:
- Recalibra y nivela la cama
- Sube la temperatura de la cama a 60 °C
- Usa laca, cinta azul o adhesivos específicos
2. Aparece stringing o hilos entre piezas
El stringing ocurre cuando el extrusor deja pequeños hilos de filamento entre secciones de la impresión al moverse sin retraer correctamente. Esto no solo afecta al acabado visual, sino que puede requerir más trabajo post-impresión. Afortunadamente, con unos simples ajustes en la temperatura y la retracción puedes reducirlo o eliminarlo por completo.

Síntomas: Restos finos de filamento entre zonas separadas.
Causas:
- Temperatura demasiado alta
- Retracción mal configurada
Soluciones:
- Baja la temperatura de impresión 5–10 °C
- Activa y ajusta la retracción en tu slicer
3. Warping o esquinas levantadas
El warping es un fenómeno donde las esquinas de la pieza se curvan hacia arriba, despegándose de la cama. Aunque es más común con materiales como ABS, también puede darse con PLA si las condiciones no son las adecuadas. Afecta tanto a la calidad de la impresión como a su funcionalidad, especialmente en piezas grandes o con formas geométricas complicadas.

Síntomas: La pieza se curva en la base o se despega por las esquinas.
Causas:
- Corrientes de aire
- Mala adhesión inicial
Soluciones:
- Usa brim o falda para mejorar el contacto
- Protege la impresora de corrientes
- Aplica soluciones de adhesión como laca o cinta
4. Atascos en la boquilla
Los atascos del extrusor son una de las causas más comunes de fallos en impresiones largas. Cuando el PLA deja de fluir correctamente, puede deberse a una obstrucción parcial, humedad acumulada en el filamento o ajustes incorrectos de velocidad. Identificar el motivo a tiempo te ahorrará material y horas de impresión.

Síntomas: Deja de salir material, se oyen clics en el extrusor.
Causas:
- Filamento húmedo o con impurezas
- Boquilla parcialmente obstruida
- Velocidad de impresión excesiva
Soluciones:
- Limpiar o sustituir la boquilla
- Almacenar el filamento en seco
- Bajar la velocidad de impresión
5. Superficie con mala calidad
Una superficie irregular, con capas separadas o grietas visibles, suele deberse a configuraciones incorrectas o a un mal control de temperatura. El acabado final es muy importante tanto para piezas funcionales como decorativas, así que vale la pena dedicar tiempo a encontrar la configuración óptima.

Síntomas: Grietas, capas mal unidas o mala calidad en general.
Causas:
- Temperatura demasiado baja
- Flow rate bajo
- Velocidad de impresión excesiva
Soluciones:
- Aumenta la temperatura a 200–210 °C
- Revisa el flujo del extrusor en tu slicer
- Disminuye la velocidad si es necesario
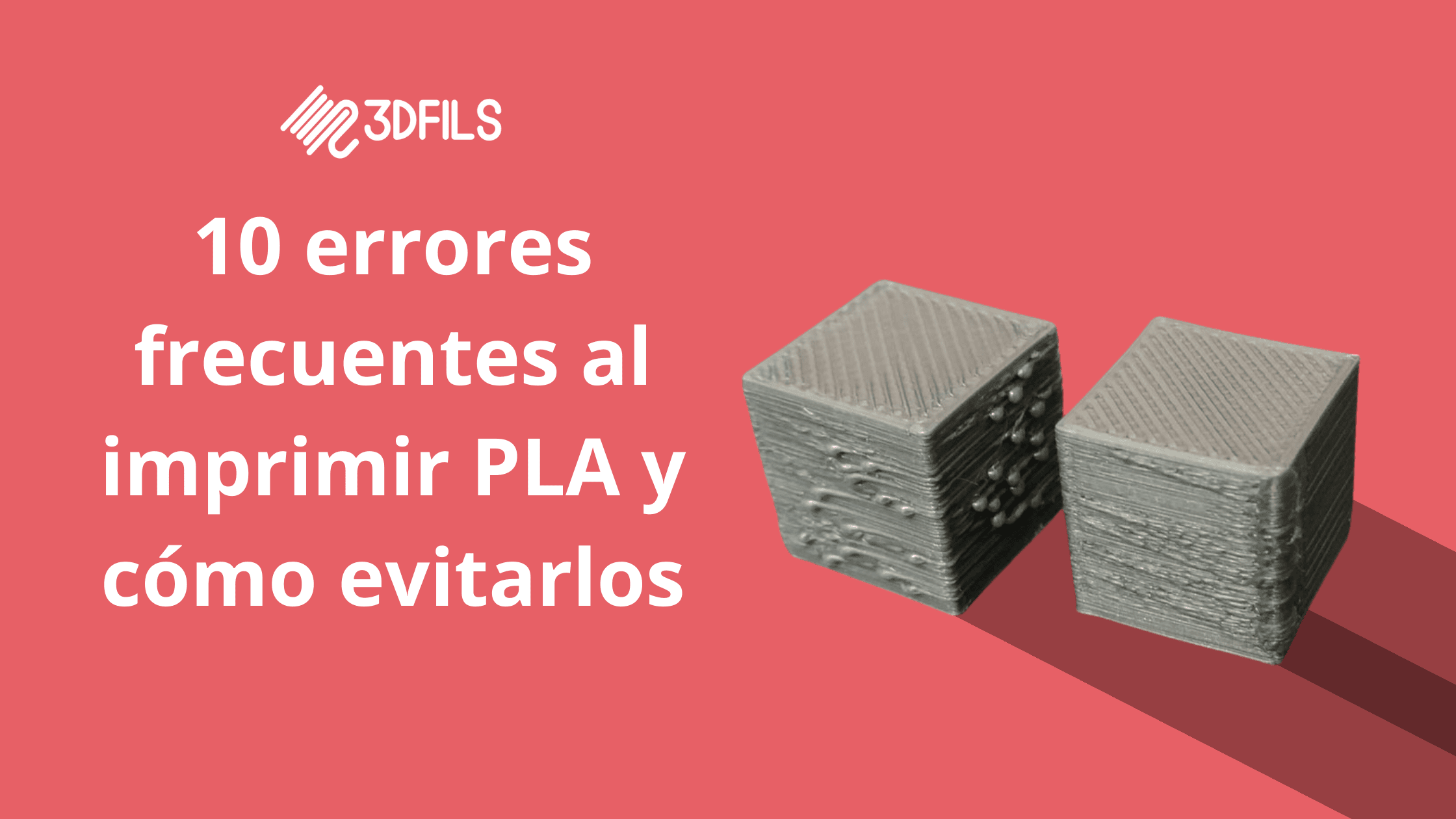
6. Filamento húmedo
El PLA es sensible a la humedad ambiental. Cuando absorbe agua, puede provocar burbujeo al salir por la boquilla, superficies rugosas o inconsistencias en la extrusión. Incluso un buen filamento puede fallar si ha estado mal almacenado durante días húmedos.
En la siguiente imagen puedes observar a la izquierda la extrusión de un filamento húmedo y a la derecha la uno totalmente seco. Como se puede apreciar, a la izquierda la extrusión es inconsistente, lo que provocará distintos fallos estéticos en tus piezas impresas.

Síntomas: ruido tipo chisporroteo, líneas irregulares, pequeñas burbujas o poros.
Soluciones:
- Almacena el filamento en bolsas herméticas con gel de sílice
- Usa cajas secadoras o déjalo en horno a 40–50 °C durante 3–4 horas
7. Malas primeras capas
La primera capa es crítica para que toda la impresión salga bien. Si la boquilla está demasiado lejos o demasiado cerca, la capa será irregular, aplastada o suelta. Esto puede causar warping o piezas que se despegan.

Síntomas: primera capa mal pegada, líneas separadas o filamento arrastrado.
Soluciones:
- Haz un test de primera capa o “bed leveling” desde tu impresora
- Usa una hoja de papel para ajustar el gap entre boquilla y cama
8. Exceso o falta de flujo
El flujo (flow rate) controla cuánta cantidad de filamento se extruye. Si es demasiado bajo, las capas no se adhieren. Si es demasiado alto, el material se aplasta y pierde definición. En PLA es fundamental encontrar el balance correcto.

Síntomas: paredes delgadas, piezas débiles o exceso de material visible.
Soluciones:
- Ajusta el flujo en el slicer (empieza por 95–105 %)
- Haz una torre de calibración o cubo de prueba
9. Temperatura incorrecta
Cada PLA tiene un rango óptimo de temperatura. Si imprimes muy frío, el filamento no se adhiere bien; si es muy caliente, se generan hilos, warping o problemas de precisión. Incluso 5 °C pueden marcar una gran diferencia.

Síntomas: grietas, stringing, capas débiles o falta de adherencia.
Soluciones:
- Consulta el rango sugerido del fabricante (normalmente 190–220 °C)
- Haz pruebas subiendo o bajando de 5 °C en 5 °C
Conclusión
Con pequeños ajustes en la configuración, puedes solucionar la mayoría de problemas comunes al imprimir con PLA. Muchas veces, una buena calibración y el uso de un filamento de calidad marcan la diferencia entre una impresión fallida y un resultado perfecto. Si además combinas eso con una impresora bien mantenida y condiciones ambientales estables, tus resultados serán consistentes y profesionales.
En 3DFils fabricamos PLA de alta calidad, con tolerancias precisas y excelente adherencia. Elige entre más de 25 colores y disfruta de un filamento confiable para tus impresiones.





Compartor:
Como imprimir filamento flexible TPU en una impresora Bambu Lab
Filamento ASA para impresión 3D: qué es, cómo se imprime y consejos para evitar errores