
PLA filament is one of the most popular filaments for 3D printing thanks to its ease of use. However, even the simplest materials can present problems if not configured correctly. In this article, we'll go over the most common errors when printing with PLA and how to solve them step by step.
1. PLA does not adhere to the bed
Good first layer adhesion is essential for the success of any 3D print. When PLA filament does not adhere properly to the bed, the part can peel off during printing, causing failures or warping. This is one of the most frustrating problems, but also one of the easiest to solve with a little calibration.

Symptoms: The first layers peel off or don't adhere well.
Causes:
- Incorrectly calibrated nozzle height
- Dirty or unleveled bed
- Insufficient bed temperature
Solutions:
- Recalibrate and level the bed
- Increase the bed temperature to 60°C
- Use hairspray, blue tape, or specific adhesives
2. Stringing appears between pieces
Stringing occurs when the extruder leaves small strands of filament between sections of the print when moving without retracting properly. This not only affects the visual finish but can also require more post-print work. Fortunately, with a few simple adjustments to temperature and retraction, you can reduce or eliminate this problem altogether.

Symptoms: Thin filament residue between separate areas.
Causes:
- Temperature too high
- Retraction not set correctly
Solutions:
- Lower the printing temperature 5–10°C
- Activate and adjust retraction on your slicer
3. Warping or Raised Corners
Warping is a phenomenon where the corners of the part curl upward, lifting off the bed. Although it's more common with materials like ABS, it can also occur with PLA.If the conditions are not adequate, it affects both the print quality and functionality, especially on large parts or those with complicated geometric shapes.

Symptoms: The part warps at the base or peels off at the corners.
Causes:
- Air currents
- Poor initial adhesion
Solutions:
- Use a brim or skirt to improve contact
- Protect the printer from drafts
- Apply adhesion solutions such as hairspray or tape
4. Nozzle jams
Extruder jams are one of the most common causes of failure during long print runs. When PLA stops flowing properly, it may be due to a partial blockage, moisture buildup in the filament, or incorrect speed settings. Identifying the cause early will save you material and hours of printing time.

Symptoms: Material stops coming out, clicking sounds are heard from the extruder.
Causes:
- Wet or dirty filament
- Partially clogged nozzle
- Excessive printing speed
Solutions:
- Clean or replace the nozzle
- Store the filament dry
- Reduce the print speed
5. Poor surface quality
An uneven surface with separated layers or visible cracks is usually due to incorrect settings or poor temperature control. The final finish is very important for both functional and decorative pieces, so it's worth taking the time to find the optimal settings.

Symptoms: Cracks, poorly bonded layers, or poor quality in general.
Causes:
- Temperature too low
- Low flow rate
- Excessive print speed
Solutions:
- Increase the temperature to 200–210°C
- Check the extruder flow rate on your slicer
- Decrease the speed if necessary
6. Wet Filament
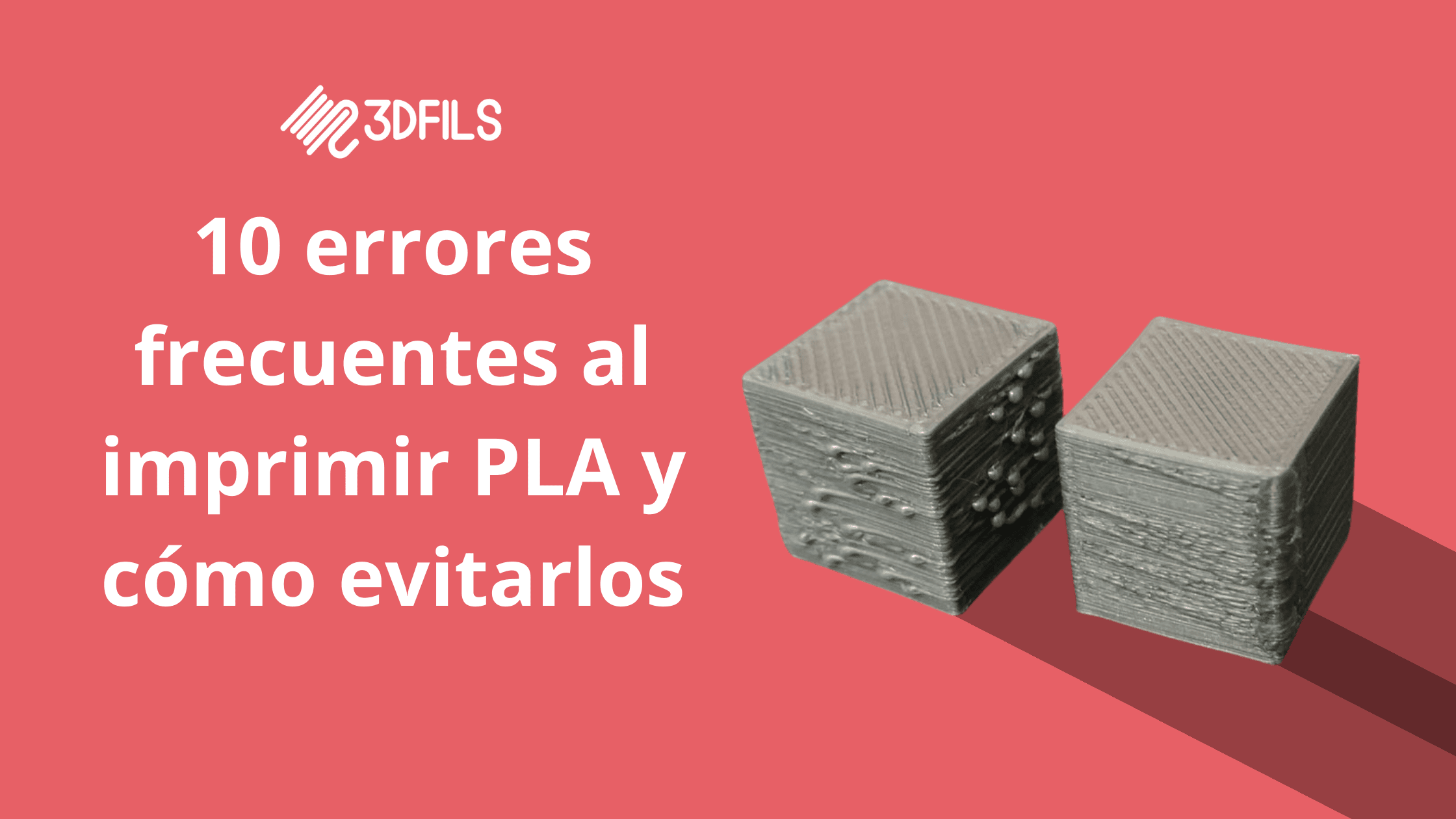
PLA is sensitive to ambient humidity. When it absorbs water, it can cause bubbling when exiting the nozzle, rough surfaces, or inconsistencies in extrusion. Even a good filament can fail if it has been improperly stored during humid days.
In the following image, you can see the extrusion of a wet filament on the left and a completely dry one on the right. As you can see, the extrusion on the left is inconsistent, which will cause various aesthetic defects in your printed parts.

Symptoms: Sizzling noise, uneven lines, small bubbles or pores.
Solutions:
- Store the filament in airtight bags with silica gel.
- Use boxes. dryers or leave it in an oven at 40–50°C for 3–4 hours.
7. Bad First Layers
The first layer is critical for the entire print to turn out well. If the nozzle is too far or too close, the layer will be uneven, squashed, or loose. This can cause warping or parts that come loose.

Symptoms: Poorly glued first layer, separated lines, or dragging filament.
Solutions:
- Perform a first layer test or "bed leveling" on your printer.
- Use a sheet of paper to adjust the gap between the nozzle and the bed.
8. Excess or Lack of Flow
Flow rate controls how much filament is extruded. If it's too low, the layers won't adhere. If it's too high, the material flattens and loses definition. Finding the right balance with PLA is crucial.

Symptoms: Thin walls, weak parts, or visible excess material.
Solutions:
- Adjust the flow rate in the slicer (start at 95–105%)
- Make a calibration tower or test cube
9. Incorrect temperature
Each PLA has an optimal temperature range. If you print too cold, the filament won't adhere. Good; if it's too hot, it can cause threads, warping, or accuracy issues. Even 5°C can make a big difference.

Symptoms: Cracks, stringing, weak layers, or lack of adhesion.
Solutions:
- Check the manufacturer's suggested range (usually 190–220°C)
- Test by increasing or decreasing the temperature by 5°C
Conclusion
With small adjustments to your settings, you can solve most common problems when printing with PLA. Often, good calibration and the use of a quality filament can make the difference between a failed print and a perfect result. If you combine this with a well-maintained printer and stable environmental conditions, your results will be consistent and professional.
At 3DFils, we manufacture high-quality PLA with precise tolerances and excellent adhesion. Choose from over 25 colors and enjoy a reliable filament for your prints.





Sharer:
How to print flexible TPU filament on a Bambu Lab printer
ASA filament for 3D printing: what it is, how to print it, and tips to avoid mistakes